

 Heim
Heim




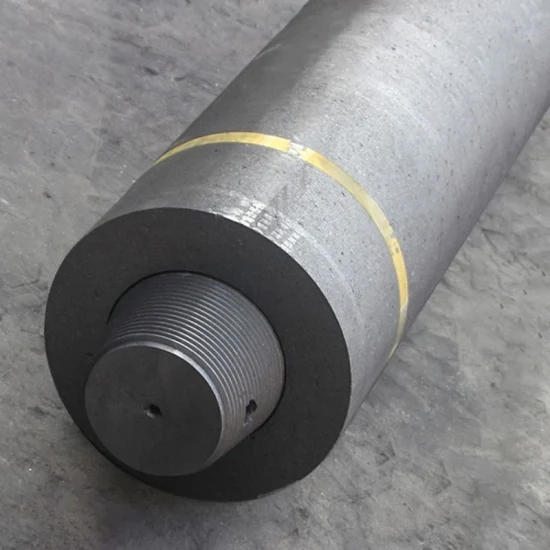
Hochdichte HP 600-Graphitelektrode. 600-mm-Kohlenstoffgraphitelektrode
Produktdetails: Graphitelektrode bezieht sich auf eine Art hochtemperaturbeständiges leitfähiges Graphitmaterial, das au
Basisinformation
| Modell Nr. | Graphitelektrode-46 |
| Produktname | Graphitelektrode |
| Material | Petrolkoks |
| Widerstand (μΩ.M | 4 - 9 Mikro |
| Nippel | 3tpi/4tpi/4tpi |
| Länge | 1600~3000mm |
| Scheinbare Dichte (G/Cm³) | 1,58 - 1,76 G/cm³ |
| Anwendung | Stahl schmelzen |
| Transportpaket | Regelmäßig oder nach Kundenwunsch |
| Spezifikation | Regelmäßig oder nach Kundenwunsch |
| Warenzeichen | FK |
| Herkunft | China |
| HS-Code | 8545110000 |
| Produktionskapazität | 5000 mt/Monat |
Produktbeschreibung
Produktdetails: Graphitelektrode bezieht sich auf eine Art hochtemperaturbeständiges leitfähiges Graphitmaterial, das aus Petrolkoks und Asphaltkoks als Zuschlagstoffen und Kohlenteerpech als Bindemittel durch Kalzinieren, Zerkleinern und Mahlen, Dosieren, Kneten, Formen und Backen des Rohmaterials hergestellt wird , Imprägnierung, Graphitierung und mechanische Bearbeitung. Sie wird als künstliche Graphitelektrode (kurz Graphitelektrode) bezeichnet, um sie von der natürlichen Graphitelektrode zu unterscheiden, die mit natürlichem Graphit als Rohmaterial hergestellt wird.Verarbeitungsprogramm:
1) Der Graphit wird in Öl getaucht. Vor der Bearbeitung
Das Graphitmaterial sollte in den Motor eingetaucht werden
Öl mehrere zehn Stunden lang einwirken lassen, damit das Öl in die Haut eindringt
Graphitmaterial, damit das Aschepulver nicht fliegt
während der Bearbeitung und es kann eine glatte Oberfläche erzielt werden.
2) Anreißen der Farbe. Nachdem die Elektrode grob bearbeitet wurde
Auf die Konturoberfläche soll eine dünne Schicht weißer Farbe aufgetragen werden
vor dem Anreißen auf die Anreißfläche gesprüht, damit
Die Linien sind klar und bequem für die Bearbeitung.
3) Führen Sie die Bearbeitung durch.
(1) Für Lichtbogenöfen zur Stahlherstellung
(2) Für Unterpulverofen
(3) Für Widerstandsofen
(4) Wird zur Herstellung speziell geformter Graphitprodukte verwendet

| ARTIKEL | PR | PS | UHP |
| Elektrischer Widerstand (μΩ·m) | ≤8,0 | ≤7,0 | ≤6,2 |
| Biegefestigkeit (MPa) | ≥10,0 | ≥10,5 | ≥10,5 |
| Elastizitätsmodul (GPa) | ≤12,0 | ≤12,0 | ≤14,0 |
| Schüttdichte (g/cm3) | ≥1,66 | ≥1,62 | ≥1,58 |
| Wärmeausdehnungskoeffizient (X10-6/ºC) | ≤2,7 | ≤2,4 | ≤1,5 |
| Asche(%) | ≤0,3 | ≤0,3 | ≤0,3 |
Form der Verarbeitung:
Es gibt hauptsächlich drei Arten der Graphitelektrodenbearbeitung: Druckvibrationsmethode, automatische CNC-Formungsmethode und
mechanische Bearbeitungsmethode.
(1) Druckvibrationsmethode: Die Druckvibrationsmethode erfordert eine spezielle Werkzeugmaschine und die Form der Elektrode
Die Masterform ist der der Elektrode entgegengesetzt. Graphitmaterialien und Umformwerkzeuge werden während der Verarbeitung relativ zueinander platziert und hinterlassen
eine gewisse Lücke. Die aus Wasser und Schleifmittel bestehende Bearbeitungsflüssigkeit wird in die Maschine eingespritzt. Zur gleichen Zeit der Durchreise
Die Bearbeitungsflüssigkeit, der Graphit und das Formwerkzeug unterliegen Ultraschallschwingungen. Unter der Wirkung abrasiver Schlagkräfte
Der Graphit wird in die gewünschte Form gebracht. Das Schleifmittel ist SiC, B4C oder Diamant. Je rauer das Schleifmittel ist, desto schneller ist es
Bearbeitungsgeschwindigkeit ist. Wenn die Werkzeugmaschine in Betrieb ist, verwendet sie für die Bearbeitung den versiegelten Typ und den Wasservorhangtyp. Es ist geeignet für
EDM für die Massenproduktion.
(2) Automatische Umformmethode mit numerischer Steuerung: Die automatische Umformmethode mit numerischer Steuerung erfordert eine spezielle Graphitelektrode
Umformmaschine, die die numerische Steuerungsmethode anwendet, über eine automatische Werkzeugwechselvorrichtung verfügt und mehrere aufnehmen kann
Werkzeuge. Um die Verarbeitungsumgebung zu verbessern, ist die Graphitelektrode von einem Wasservorhang umgeben, um das Eindringen von Graphit zu verhindern
Staub verteilt sich nicht überall. Darüber hinaus kann das Nassbearbeitungsverfahren auch zur Vermeidung von Werkzeugverschleiß und Graphitstaub eingesetzt werden
Dispergierung durch wasserlösliche Schneidflüssigkeit. Die Werkzeugmaschine verfügt über eine Hochleistungsfiltereinrichtung, die das trennen kann
Schneidflüssigkeit aus den Graphitspänen und kann eine kontinuierliche Bearbeitung über einen langen Zeitraum gewährleisten. Es ist eine ideale Spezialausrüstung für
Graphitelektrodenverarbeitung und ist für die Elektrodenverarbeitung für Formen geeignet. Allerdings ist der Preis relativ hoch und das ist es auch
in China nicht weit verbreitet.
(3) Bearbeitungsmethode: Die Bearbeitungsmethode ist die Hauptmethode, die von inländischen Herstellern allgemeiner Formen angewendet wird.
| Graphitelektrode | |||||||||||
| Projekt | Nenndurchmesser mm | ||||||||||
| 75~130 | 150~225 | 250~300 | 350~450 | 500~800 | |||||||
| Ebene | Exzellent | - | Exzellent | - | Exzellent | - | Exzellent | - | Exzellent | - | |
| Spezifischer Widerstand μΩ·m ≤ | Elektrode | 8.5 | 10 | 9 | 10.5 | 9 | 10.5 | 9 | 10.5 | 9 | 10.5 |
| Nippel | 8 | 8 | 8 | 8 | 8 | ||||||
| Biegefestigkeit MPa ≥ | Elektrode | 10 | 10 | 8 | 7 | 6.5 | |||||
| Nippel | 15 | 15 | 15 | 15 | 15 | ||||||
| Elastizitätsmodul GPa ≤ | Elektrode | 9.3 | 9.3 | 9.3 | 9.3 | 9.3 | |||||
| Nippel | 14 | 14 | 14 | 14 | 14 | ||||||
| Schüttdichte g/cm3 ≥ | Elektrode | 1,58 | 1,53 | 1,53 | 1,53 | 1,52 | |||||
| Nippel | 1.7 | 1.7 | 1.7 | 1.7 | 1.7 | ||||||
Wärmeausdehnungskoeffizient 10-6/ºC Zimmertemperatur ~600 °C | Elektrode | 2.9 | 2.9 | 2.9 | 2.9 | 2.9 | |||||
| Nippel | 2.7 | 2.7 | 2.8 | 2.8 | 2.8 | ||||||
| Aschegehalt % ≤ | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | ||||||
Unternehmensprofil:

FAQ:F: Sind Sie ein Handelsunternehmen oder Hersteller?
A: Wir sind in der Fabrik
F: Wie lang ist Ihre Lieferzeit?
A: Im Allgemeinen dauert es etwa 15 bis 20 Tage, wenn die Ware nicht auf Lager ist.
F: Stellen Sie Muster zur Verfügung?
A: Ja, wir könnten das lagerfreie Muster zur Verfügung stellen, der Käufer zahlt nur die Frachtkosten.
F: Was sind die Hauptkunden?
A: Die Hauptkunden kommen aus der ganzen Welt.
An uns senden